

-
為什么壁厚在注塑成型中很重要?
當熔融聚合物注入模腔,壁厚直接定義著流動路徑的阻力系數(shù)。過薄的通道會引發(fā)熔體前鋒凍結(jié),形成肉眼不可見的流痕斷層;過厚的截面則導(dǎo)致外層固化而芯部持續(xù)流動,產(chǎn)生內(nèi)部空洞。在汽車進氣歧管注塑成型中,壁厚梯度每增加0.5mm,熔體剪切速率下降40%,直接決定玻纖取向度與最終爆破強度。這種流動控制精度,使現(xiàn)代注塑成型工藝能駕馭從0.15mm超薄導(dǎo)光板到25mm重型托盤的極端跨度。
注塑成型 7

-
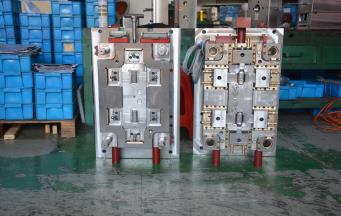
包膠注塑工藝模具特點?
包膠注塑模具的核心優(yōu)勢在于模腔分離架構(gòu)。獨立設(shè)計的硬膠模與軟膠模無需轉(zhuǎn)盤聯(lián)動裝置,頂出系統(tǒng)簡化率達35%,模架鋼材用量減少28%。這種物理隔離方案規(guī)避了雙色模具的同步精度難題,使汽車檔把包膠項目中的模具制造成本直降42%。更巧妙的是,軟膠模腔可設(shè)計動態(tài)補償結(jié)構(gòu),自動吸收硬質(zhì)基材0.15mm的形變公差,確保軟硬材質(zhì)結(jié)合面的無縫過渡。
包膠注塑模具 5

-
塑料模具插件模具單質(zhì)復(fù)合技術(shù)分野解析
在塑料模具中,聚碳酸酯或尼龍的熱收縮率是唯一變量。而插件模具面臨金屬嵌件與塑料收縮的矢量博弈:鋁合金嵌件的熱膨脹系數(shù)為23.6×10??/℃,而PBT塑料則高達60×10??/℃,這種差異在冷卻階段會產(chǎn)生0.15mm的應(yīng)力變形。先進模具廠通過建立熱應(yīng)變補償算法,在模腔設(shè)計時預(yù)設(shè)0.12mm的反向形變量,使連接器插針的同心度偏差從0.08mm壓縮至0.02mm。
塑料模具 插件模具 6

-
雙色模具使用熱流道有什么好處?
材料利用率的重構(gòu)更為深刻。熱流道技術(shù)將雙色注塑的廢料率從18%壓縮至3%以內(nèi),其智能計量系統(tǒng)通過熔體粘度反推注塑量,在醫(yī)用雙硬度導(dǎo)管生產(chǎn)中實現(xiàn)0.01克級的精準供料。對于碳纖維增強PEEK等高價工程塑料,這種節(jié)約效應(yīng)可降低單件成本22%,并減少3.8噸/年的碳排放量。
雙色模具 6

-
深圳注塑模具廠家減少修模的方法
材料基因組的革命正在改寫鋼的壽命劇本。深圳銘洋宇通注塑模具廠將分子動力學模擬植入材料研發(fā),通過計算百萬種合金配方的抗損潛力,研發(fā)出自修復(fù)模具鋼——當顯微裂紋在10納米尺度萌生時,彌散分布的鈮碳化合物會定向遷移填補缺陷。這種智能鋼種在汽車燈罩模具上的應(yīng)用,使計劃外修模頻次下降82%,如同給模具注射了納米級的"免疫細胞"。
深圳模具廠 5
-
注塑模具的工作條件和失效形式?
更殘酷的是,玻璃纖維增強材料如同微觀砂紙,在流速達1m/s的熔體帶動下,對模腔進行納米級切削——某手機中框模具的鏡面鋼表面,經(jīng)50萬模次沖刷后,粗糙度從Ra0.01μm惡化至Ra0.15μm,直接導(dǎo)致產(chǎn)品光澤度下降30%。 熱疲勞裂紋在冷熱交替中悄然生長。醫(yī)療器械模具每90秒完成一次從160℃到60℃的溫度循環(huán),這種周期性熱應(yīng)變使H13鋼的晶界處萌生微裂紋。
注塑模具 醫(yī)療器械模具 7
